بالانس قطعات دوار و ماشین آلات صنعتی
مقدمه مقاله :
نابالانسی : هنگامی که مرکز جرم یک قطعه نسبت به محور چرخش آن انحراف داشته باشد و یا به عبارت دیگر توزیع جرم یک نواخت نباشد ،نابالانسی اتفاق افتاده است .
وجود نابالانسی در قطعات دوار مولد لرزش شدید است که موجب اسیب یاتاقان ها ، شافت ها و … می شود .
یکی از واحد هایی که در توصیف لرزش کاربرد زیاد دارد MM/S 0 است .
قطعات دوار : قطعات دوار متشکل از فولی ها ، کوپلینگ ها ، فن ها ، پروانه ها ، ایمپلر ها ، روتور ها ، شافت ها ، بلوور ها ، میکسچر ها ، اسانتریفیوژ ها ، توربین ها ،توربوشارژها ، آرمیچرها و … می باشد ، که در صفحات بعد تصویر بعضی از آن ها را مشاهده می کنید .

انواع نابالانسی : نابالانسی استاتیکی و دینامیکی و کوپل
استاتیکی : در این روش قطعه را بدون در نظر گرفتن نیرو های ناشیاز چرخش بالانس می کنند که کاربرد زیادی در صنعت ندارد(.توزیع جرم)
دینامیکی : در این روش قطعه را با در نظر گرفتن نیرو های ناشی از چرخش بالانس می کنند که کاربرد بیشتری دارد(.محور ها)
کوپل : این نوع نابالانسی ترکیبی از نابالانسی استاتیکی و دینامیکی می باشد .
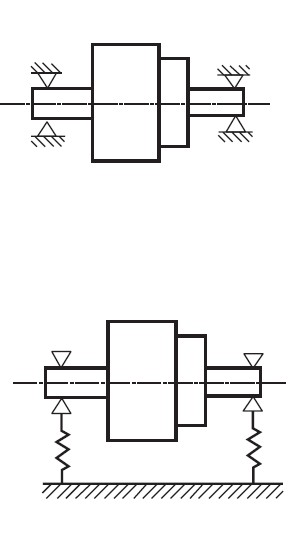
انواع ماشین های بالانس : ماشین های بالانس شامل دو نوع هارد بیرینگ و سافت بیرینگ می شوند . در ماشین های هارد لرزش را نمی توان با چشم مشاهده کرد که عکس این قضیه در ماشین های سافت برقرار است .
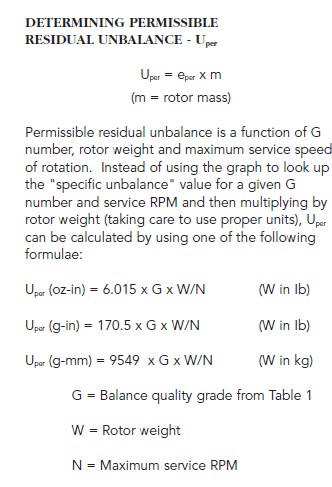
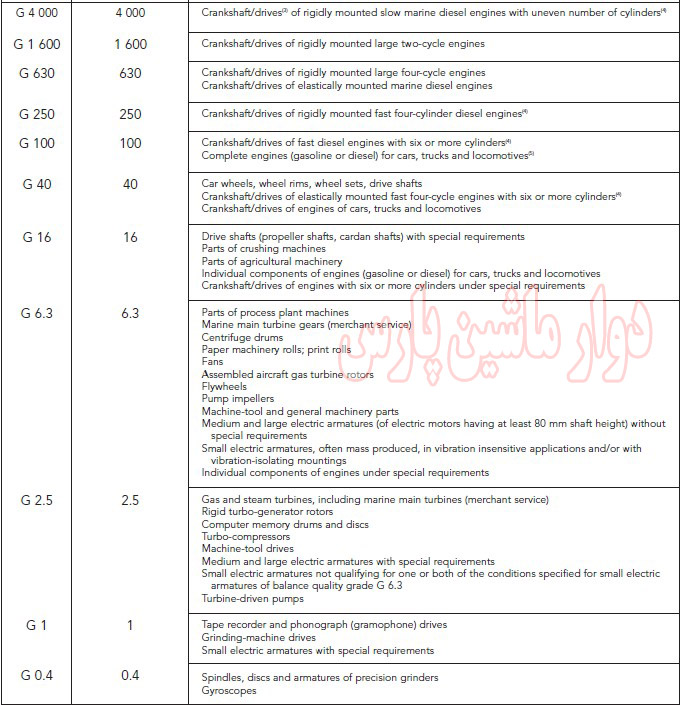
استاندارد های بالانس : از استاندارد هایی که یک مهندس باید در این زمینه بر آ ن ها مسلط باشد می توان به ISO1940-1,ISO21940-1 اشاره کرد .
بر اساس ISO1940 داریم :
ISO 21940 –۱ : بخشی از این استاندارد به بیان RPM مناسب بالانس می پردازد که به شرح زیر می باشد :
HIGH SPEED, OVER SPEED, LOW SPEED :
LOW SPEED : این نوع از بالانس برای قطعات صلب مناسب است ، در این روش قطعه با دور +۴۰ %دور بحران اول بالانس می شود .
HIGH SPEED : این نوع بالانس مخصوص قطعات غیر صلب است که در آن قطعه باید در دور کاری خود بالانس شود .
OVER SPEED : در این روش که مخصوص قطعات حساس است ، قطعه باید با +۲۰ %دور نامی به مدت یک دقیقه چرخش داشته باشد و پس از توقف بلافاصله وجود مک ها و کرک وتغییرات اندازه ای در قطرها و … مورد بررسی قرار گیرد .
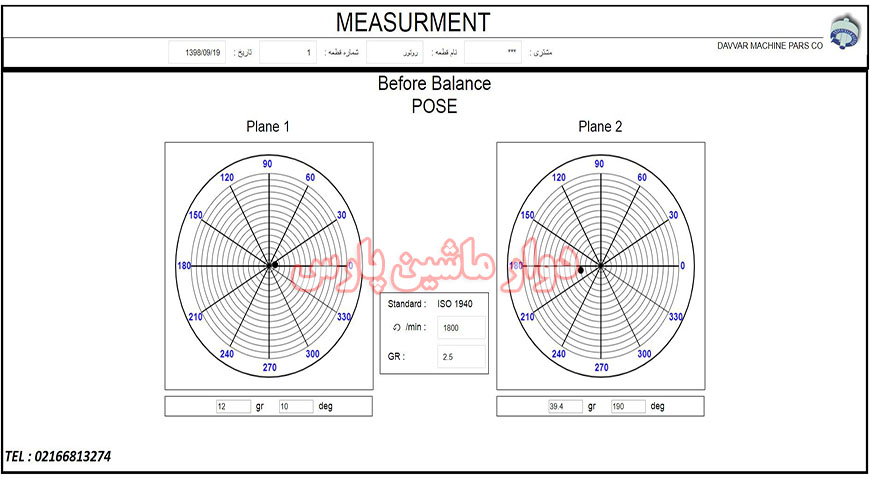
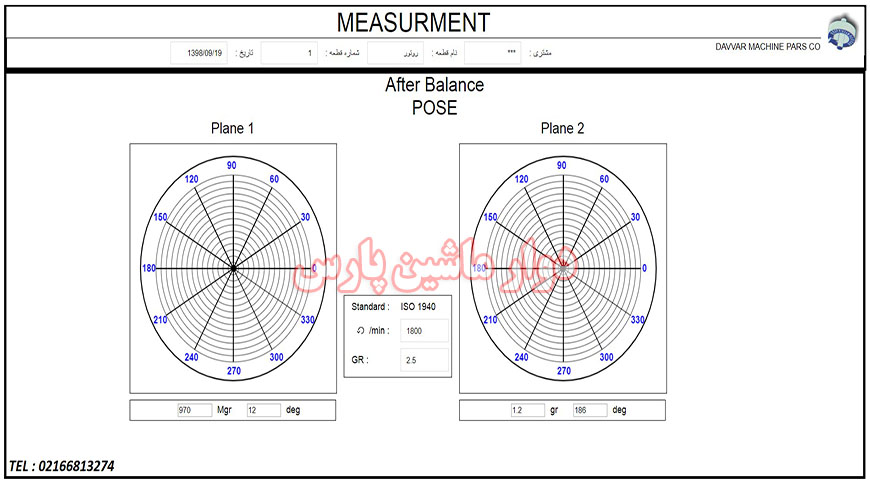
مراحل بالانس : ابتدا قطعه را روی دستگاه قرار می دهیم سپس قطعه را در دوری مطابق با استاندارد می چرخانیم . در این مرحله اطلاعات توسط سنسور ها دریافت می شود و زاویه و مقدار نابالانسی بر اساس امواج روی مانیتور نمایش داده می شود که مطابق با استاندارد روی آن بابرداری (سنگ زنی ، سوراخ کاری)یا بارگذاری (جوشکاری ، پیچ و مهره )انجام می شود .
در مرحله آخر گواهی بالانس برای ارائه به مسئولان فنی بخش های مختلف ارائه می شود .
دلایل نابالانسی :
هر عیبی که در قطعات دوار رخ دهد به دو صورت نمایان می گردد :
۱ – افزایش دمای بیرینگ ها
۲ – ارتعاشات
بعضی از این عیوب شامل موارد زیر می شود :
۱ – لقی سازه
۲ – وجود کرک
۳ – سایش بیرینگ
۴ – الاین نبودن
۵ – جریان سیالاتی
۶ – وجود مک و حفره در قطعات ریخته گری
۷ – خمش شافت و …
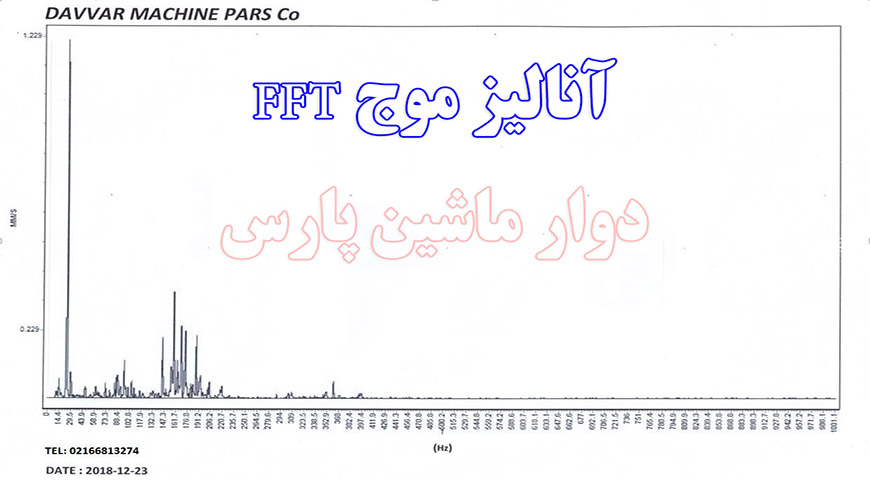
بعضی از عیوب بالا از طریق آنالیز موج ( FFT ) قابل شناسایی است .